
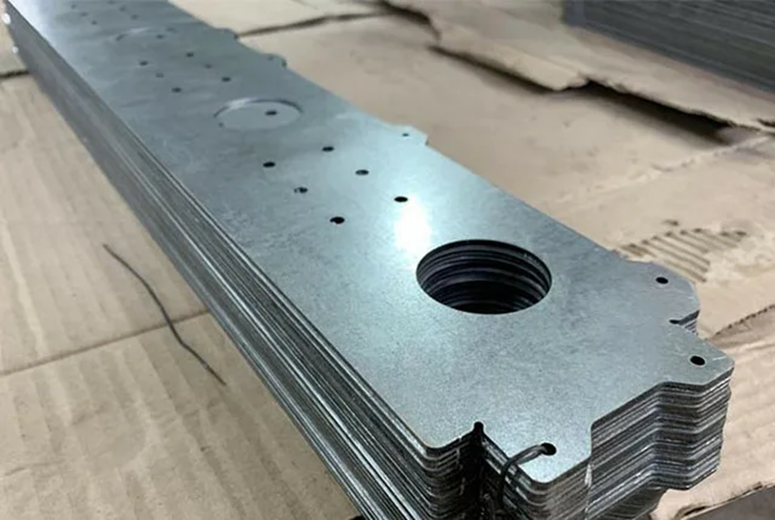
Оцинкованная сталь широко применяется в строительстве, вентиляции, производстве корпусов и облицовок благодаря сочетанию прочности и коррозионной стойкости. При изготовлении деталей важны точность, повторяемость размеров и аккуратная кромка, чтобы изделие без доработок вставало в сборку.
Лазерная резка оцинкованной стали позволяет получать сложный контур, отверстия и пазы с высокой точностью, но требует учета поведения цинкового покрытия при нагреве. Правильно выбранные режимы и соблюдение правил безопасности помогают сохранить качество кромки и минимизировать дефекты.
Особенности материала и влияние цинка
Оцинковка представляет собой тонкий слой цинка на поверхности стали, который защищает основу от ржавчины. При локальном нагреве в зоне реза цинк может оплавляться и частично испаряться, изменяя характер образования шлака и газодинамику в резе.
- Теплопроводность и отражение: поверхность может по-разному отражать излучение в зависимости от состояния покрытия и загрязнений.
- Испарение цинка: при высоких температурах образуются пары и аэрозоли, влияющие на чистоту оптики и требования к вытяжке.
- Состояние кромки: возможны небольшие наплывы и микрозадиры, если режимы выбраны неправильно или лист имеет неоднородное покрытие.
Правила безопасности и организационные требования
При обработке оцинкованных материалов особое внимание уделяют вентиляции и удалению аэрозолей. Рабочее место должно быть оборудовано эффективной вытяжкой, а персонал – использовать средства защиты органов дыхания при обслуживании зоны реза и очистке оборудования.
- Вытяжка и фильтрация: обязательны для снижения концентрации дымов и мелкодисперсных частиц.
- Защита оптики: регулярная проверка и замена защитных стекол предотвращают потери мощности и дефекты реза.
- Пожарная безопасность: удаление горючих материалов из зоны станка, контроль искр и наличие средств тушения.
- Безопасность излучения: соблюдение класса лазерной установки, блокировок, экранов и регламентов доступа.
Соблюдение технологических настроек, корректный выбор газа и качественная вытяжка позволяют получить ровную кромку и стабильную геометрию деталей при сохранении преимуществ оцинкованного покрытия в остальной части изделия.
Как выбрать марку и толщину листа под лазерный раскрой
При выборе оцинкованной стали для лазерного раскроя ориентируйтесь на назначение изделия, требования к точности, допустимую деформацию и дальнейшие операции (гибка, сварка, порошковая окраска). Марка стали задаёт формуемость и стабильность реза, а толщина – производительность, требования к оборудованию и риск перегрева цинкового слоя.
Оптимальный результат достигается, когда марка, толщина, тип покрытия (Zn/ZF) и качество поверхности соответствуют задаче и возможностям станка (мощность, тип лазера, газ, сопло, вытяжка). Ниже – практические критерии выбора.
Критерии подбора: марка, покрытие и толщина
1) Выбор марки стали
- Для точных деталей без сложной формовки: конструкционные низкоуглеродистые стали (типовые аналоги DX51D/S235) – предсказуемый рез, доступность, хорошая повторяемость.
- Для гибки и штамповки после резки: более пластичные качества (типовые аналоги DX52D/DX53D) – меньше риск трещин на кромке и по линии гиба.
- Для сварных узлов: предпочтительны низкоуглеродистые марки с подтверждённой свариваемостью; учитывайте, что цинк в зоне шва требует удаления покрытия и усиленной вентиляции.
2) Тип и масса покрытия
- Zn (горячее цинкование) – наиболее распространено; при резке важна стабильная вытяжка и корректный выбор газа, чтобы уменьшить наплывы и копоть.
- ZF (цинк-железо) – часто лучше для последующей окраски и некоторых видов формовки; при равной толщине может давать более стабильную адгезию покрытий после обработки.
- Масса покрытия: чем выше слой цинка, тем больше продуктов испарения в резе и выше требования к режимам; закладывайте это в допуски на кромку и чистоту.
3) Подбор толщины под задачу
- Тонкий лист – рационален для корпусов, вентиляции, кожухов, фасадных кассет, лёгких кронштейнов. Плюсы: высокая скорость, минимальные затраты. Риски: коробление, прожоги на мелких элементах, необходимость микроперемычек и оптимизации раскладки.
- Средняя толщина – универсальна для силовых деталей умеренной нагрузки и изделий с комбинированной обработкой (резка + гибка). Баланс жёсткости и технологичности, меньше деформаций при правильном режиме.
- Большая толщина – для несущих деталей и узлов, где критична жёсткость. Требует достаточной мощности и корректного газа; возрастает чувствительность к качеству листа и равномерности покрытия, а также к настройкам фокуса и скорости.
4) Практические признаки «правильного» листа для лазера
- Ровность и минимальные внутренние напряжения (меньше ведёт после резки).
- Однородное покрытие без наплывов и «пятен» (стабильнее кромка и меньше дефектов).
- Предсказуемая химия и сертификат на партию (повторяемость режимов).
- Подходящая поверхность под дальнейшую отделку (окраска/порошок) с учётом зон термовлияния.
Итог
Выбирайте марку оцинкованной стали по требуемой пластичности и свариваемости, тип покрытия – по условиям эксплуатации и последующей отделке, а толщину – по жёсткости изделия и возможностям оборудования. Чем точнее согласованы материал и технология (газ, режимы, вытяжка, раскладка), тем чище кромка, выше повторяемость и меньше потерь на правку и доработку.